

Автомобиль рамкасына чишмәләр урнаштыру махсус өлешләргә - бармакларга корылган таяныч ярдәмендә башкарыла.Сез бу мәкаләдә язгы кадаклар, аларның булган төрләре, асылмалы эшнең дизайны һәм үзенчәлекләре, шулай ук бармакларны дөрес сайлау һәм аларны алыштыру турында белә аласыз.
Нәрсә ул язгы кадак?
Язгы пин - төрле монтаж ысуллары булган таяклар формасындагы өлешләр өчен киң таралган исем (җепле, кружка, коттер пин), машиналарның язгы асылмасында балта яки бәйләүче булып чыга.
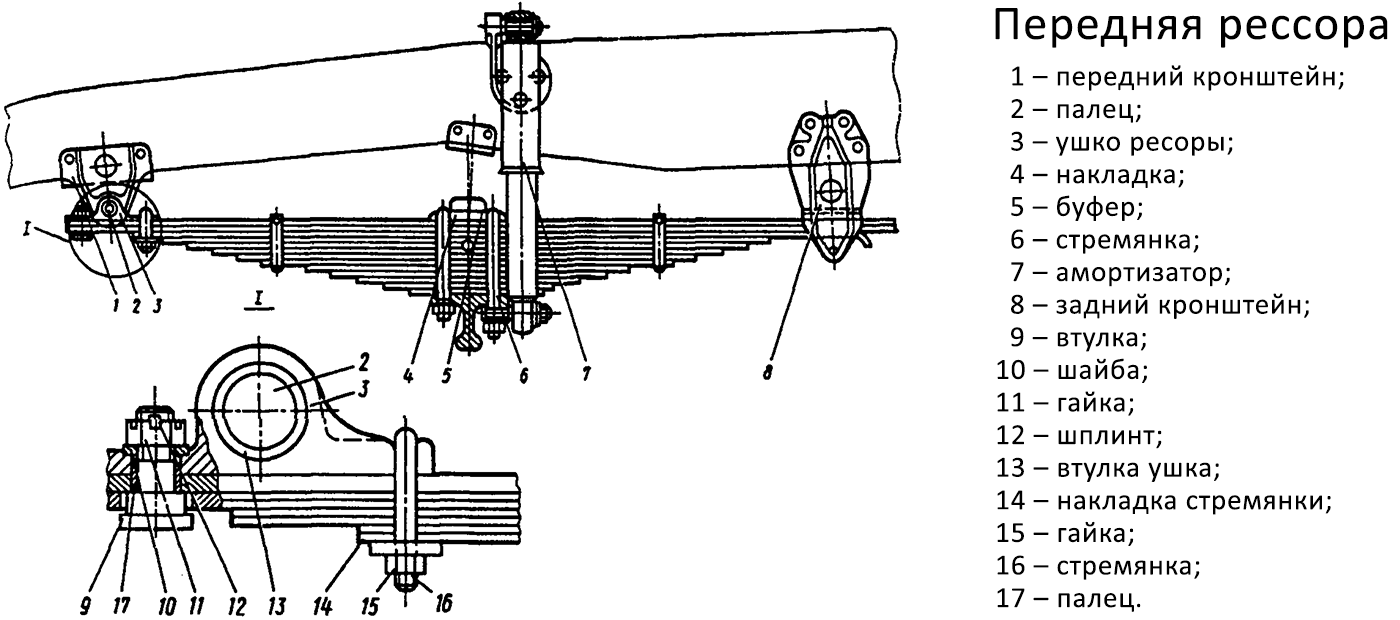
XVIII гасырда уйлап чыгарылган язгы асылмалы һаман да актуаль һәм юл транспортында киң кулланыла.Чишмәләр эластик элементлар ролен үти, алар язгы характеристикалары аркасында машинаны юл бәрелешләре өстендә йөрткәндә шокларны һәм тетрәүләрне тигезлиләр.Иң киң кулланылган ярым эллиптик чишмәләр - рамкада ике таяныч булган - артикуляцияләнгән һәм сикерү.Кулак ноктасы язны рамка белән әйләндерү мөмкинлеген бирә, һәм сикерү ноктасы юл өслегенең тигезсезлеген җиңү моментларында булган деформацияләр вакытында язның озынлыгын үзгәртә.Чишмә каршында урнашкан элмә таягы күчәре махсус элемент - язгы күз бармагы (яки язның алгы очының бармагы).Арткы сикерү язгы терәкләр еш кына болтларда һәм бүтән өлешләрдә ясала, ләкин кайвакыт алар төрле конструкция бармакларын да кулланалар.
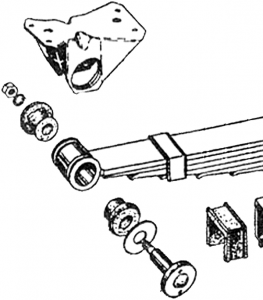
Яфрак язгы асма һәм бармакларның урыны
Язгы кадаклар асылманың мөһим өлешләре, гел зур йөк астында эшлиләр (машина хәрәкәтләнмәсә дә), шуңа күрә алар каты киемгә дучар булалар һәм вакыт-вакыт алыштырырга кирәк.Ләкин яңа бармаклар сатып алганчы, сез бу өлешләрнең дизайнын һәм үзенчәлекләрен аңларга тиеш.
Яз кадакларының төрләре, дизайны һәм үзенчәлекләре
Чишмәләрнең кадаклары асылмалы функцияләр буенча (һәм, тиешенчә, урнаштыру урыны буенча) һәм урнаштыру ысулы буенча классификацияләнәләр.
Максат (функцияләр) буенча бармаклар өч төп төркемгә бүленә:
The Язның колак бармаклары (алгы оч);
Spring Арткы яз таягы;
● Төрле монтажлар.
Язгы асылмаларның барысы да диярлек колак бармагы бар, бу алгы һәм арткы чишмәләрнең алгы чылбырлы төп элементы.Бу бармак берничә функция башкара:
- Кальянлы фулкрумның күчәре (кингпин) ролен башкара;
- Рамкада урнашкан кашан белән язгы корычның механик бәйләнешен тәэмин итә;
- Көчләрне һәм моментларны рульдән машина рамкасына күчерүне тәэмин итә.
Язгы пинны гайкага урнаштыру
Арткы терәк кадакларын барлык язгы асылмаларда табып булмый, еш кына бу өлешне җепле бәйләүчеләрсез болтлар яки кашыклар белән алыштыралар.Бу бармакларны ике төп төргә бүлеп була:
The Язның арткы кашыкларына куелган бер бармаклар (төгәлрәге, кашан лайнерларында);
● Ике бармак колакка җыелды.
Иң еш кулланыла торган бер бармак арткы кашкада урнашкан, яз бу бармак өстендә (туры яки махсус каты савыт аша).Ике бармак бик еш кулланыла, һәм гадәттә кечкенә авырлыктагы машиналарда (мәсәлән, кайбер UAZ модельләрендә).Бармаклар ике тәлинкә (яңак) ярдәмендә парлап җыелалар, язны асып куяр өчен колак ясыйлар: сөйгәннең өске бармагы рамкадагы кашкага куелган, аскы бармак арткы керфеккә куелган. Яз.Бу бәйләү язның арткы очын тәгәрмәч тигез булмаган юллар өстендә хәрәкәт иткәндә горизонталь һәм вертикаль хәрәкәт итәргә мөмкинлек бирә.
Язгы тәлинкә пакетын керфеккә (яки ахырында цикл барлыкка килгән яз тәлинкәсенә) тоташтыру өчен төрле монтаж пинкалары кулланыла.Пинкаларны да, болтларны да төрле пластик һәм резин куаклар белән берлектә тоташу өчен кулланырга мөмкин.
Урнаштыру ысулы буенча чишмәләрнең бармаклары өч төргә бүленә:
1. Кечкенә диаметрлы трансверт болтлар белән фиксацияләү белән;
2.Каңгак белән;
3.Коттер пинны урнаштыру белән.
Беренче очракта цилиндрик бармак кулланыла, аның ян ягында ике трансверт ярымтүгәрәк трюк ясалган.Кашкада ике аркылы болт бар, алар пинның трюкларына туры килә, аның кысылуын тәэмин итә.Бу урнаштыру ярдәмендә бармак кашыкта сакланган, ул күчәрдә әйләнми һәм шок йөкләре һәм тибрәнүләр тәэсиреннән төшүдән саклана.Бу төр бармаклар йөкле машиналарда, шул исәптән көнкүреш KAMAZ йөк машиналарында киң кулланыла.
Икенче очракта, бармак очында җеп киселә, аның өстенә бер-ике гайка винтовка белән винтланган.Гадәттәге чикләвекләр дә, таҗ гайкалары да кулланылырга мөмкин, кадакның аркылы тишеккә куелган һәм гайка ышанычлы саный торган коттер пин белән тулы.
Өченче очракта, бармаклар кулланыла, бары тик кадак белән генә тоташтырыла, бу өлешнең кашыктан төшмәсен өчен тукталыш ролен башкара.Өстәвенә, чистарткыч югыч кулланыла.
Беренче һәм икенче төрләрнең бармаклары чишмәләрнең алгы терәкләрендә, өченче типтагы бармаклар чишмәләрнең арткы терәкләрендә кулланыла.
Аерым төркемдә язгы сөйгәннәрдә кулланылган бармакларны чыгарып була.Бер яңагына бармаклар кысыла, моның өчен башлары астына озын озынлыктагы киңәйтү ясала - бу киңәйтү белән бармак яңагындагы тишеккә куелган һәм аңа каты куелган.Нәтиҗәдә, аерыла торган бәйләнеш булдырыла, аның ярдәмендә колакны җиңел урнаштырып, сүтеп була, кирәк булса, бер бармакны алыштыру өчен сүтәләр.
Алгы терәкләрнең кадаклары каты яки композицион җиң аша кашыкларга куелган.Йөк машиналарында каты корыч куаклар еш кулланыла, аларда кадаклар ике боҗралы каучук мөһерләр (кафелар) аша урнаштырыла.Ighterиңел машиналарда композит куаклар киң кулланыла, тышкы һәм эчке корыч куаклар белән тоташтырылган яка белән ике резин куактан тора - бу дизайн резина-металл элмә (тавышсыз блок), ул тибрәнү һәм асылмалы тавышның гомуми дәрәҗәсен киметә.
Алгы таягы (язгы керфек) нормаль эшләве өчен, аны майларга кирәк - моның өчен бармакларда L формасындагы канал (ахырда һәм ягында бораулау), һәм стандарт май. җиһаз җепнең ахырына куелган.Майлаучы аша май бармак каналына кертелә, ул җиңгә керә һәм, басым һәм җылыту аркасында, җиң белән кадак арасындагы аермага бүленә.Майлау материалын тигез тарату өчен (шулай ук кашкага өлешне дөрес урнаштыру өчен), озынлыктагы һәм төрле формадагы аркылы трюклар кадакта башкарылырга мөмкин.

Ике болт белән язгы кадак

Язгы кадак

фиксация Арткы язгы таяныч кадакка
Язгы кадакны ничек алырга һәм алыштырырга
Автомобиль эшләгәндә, чишмәләрнең барлык бармаклары зур механик йөкләргә, шулай ук тискәре экологик факторларның тәэсиренә дучар булалар, бу аларның интенсив киеменә, деформациясенә һәм коррозиясенә китерә.Бармакларның һәм аларның куакларының торышын һәр TO-1 тикшерергә кирәк, тикшерү вакытында бармаклар һәм куакларның киемен визуаль һәм инструменталь бәяләргә кирәк, һәм рөхсәт ителгәннән күбрәк булса, бу өлешләрне үзгәртегез. .
Алмаштыру өчен машина җитештерүче тәкъдим иткән бармаклар һәм кавышу өлешләре генә алынырга тиеш.Башка төр өлешләрне куллану вакытыннан алда тузарга һәм асылынуга китерергә мөмкин, һәм бармакларның үз-үзен җитештерү дә тискәре нәтиҗәгә китерергә мөмкин (бигрәк тә корыч класс дөрес сайланмаган булса).Автомобильне ремонтлау һәм тоту күрсәтмәләре нигезендә язгы пинны үзгәртергә кирәк.Гадәттә, бу операция түбәндәгечә башкарыла:
1. Машинаның бер өлешен ремонтлау, чишмәне бушату өчен чишмә ягыннан асып куегыз;
2. Шок сеңдергечне чишмәдән аерыгыз;
3. Пинны җибәрегез - гайка белән суырыгыз, болтларны винтовкадан алыгыз, кадакны чыгарыгыз яки пинка төре буенча башка операцияләр эшләгез;
4. Бармакны алыгыз - аны махсус җайланма ярдәмендә җиңегездән җиңегездән чыгарыгыз;
5. җиңне карагыз, кирәк булса, алыгыз;
6. Майлаудан соң яңа өлешләр урнаштырыгыз;
7. Реверс җыелыгыз.
Әйтергә кирәк, кайбер очракларда бармакны махсус тарткычлар ярдәмендә генә алып була - бу җайланма алдан сакланырга тиеш.Тоткычны сатып алырга яки мөстәкыйль ясарга мөмкин, гәрчә завод продуктлары күпкә эффектив эшли.
Бармакны алыштырганнан соң, майны андагы май белән тутырырга, аннары тиешле операция белән башкарырга кирәк.
Әгәр дә язгы пин сайлап алынса һәм дөрес алыштырылса, машинаның асылынуы барлык шартларда ышанычлы хезмәт итәчәк, уңайлы һәм куркынычсыз хәрәкәтне тәэмин итә.
Пост вакыты: 11-2023 июль